
Protect Your Facility with a Chemical Leak Detection System
Leakage from a chemical storage tank or a leaking tank fitting can have far-reaching consequences, from compromising product quality to posing significant safety hazards. That’s why it’s important to integrate robust liquid leak detection systems wherever you store liquid chemicals and hazardous solutions.

Liquid leak detection systems are critical safety mechanisms in various industries where leakage could result in significant consequences such as environmental damage, safety hazards, or financial losses.

Industries Requiring Liquid Leak Detection Systems
Several types of industries should be employing liquid leak detection systems, including:
- Chemical manufacturing — Chemical plants use a wide range of liquids, and detecting leaks promptly is crucial for preventing accidents, exposure to hazardous materials, and ensuring regulatory compliance.
- Water management — Municipalities, water and wastewater treatment plants, and distribution systems can use leak detection to reduce chemical loss, identify infrastructure issues, and maintain water quality.
- Food and beverage processing — Leakage of liquids such as beverages, chemicals, or cleaning solutions in food processing plants can lead to contamination, product loss, and sanitation concerns.
- Pharmaceuticals — Liquid leak detection is essential in pharmaceutical manufacturing to ensure product quality, prevent cross-contamination, and maintain sterile conditions.
- Power generation — Power plants, including nuclear, fossil fuel, and renewable energy facilities, can benefit from leak detection to prevent coolant leaks, fuel spills, and environmental damage.
- Agriculture — Liquid leak detection can be used in agricultural settings for preventing fertilizer or pesticide leaks, and conserving water resources.
- Mining — Mining operations often involve the use of liquids for processing ores or controlling dust. Leak detection systems can help prevent environmental contamination and ensure worker safety.
Poly Processing offers a leak detection system that helps protect your product, your employees, and your bottom line.

Leak Detection Audible Sentry Alarm
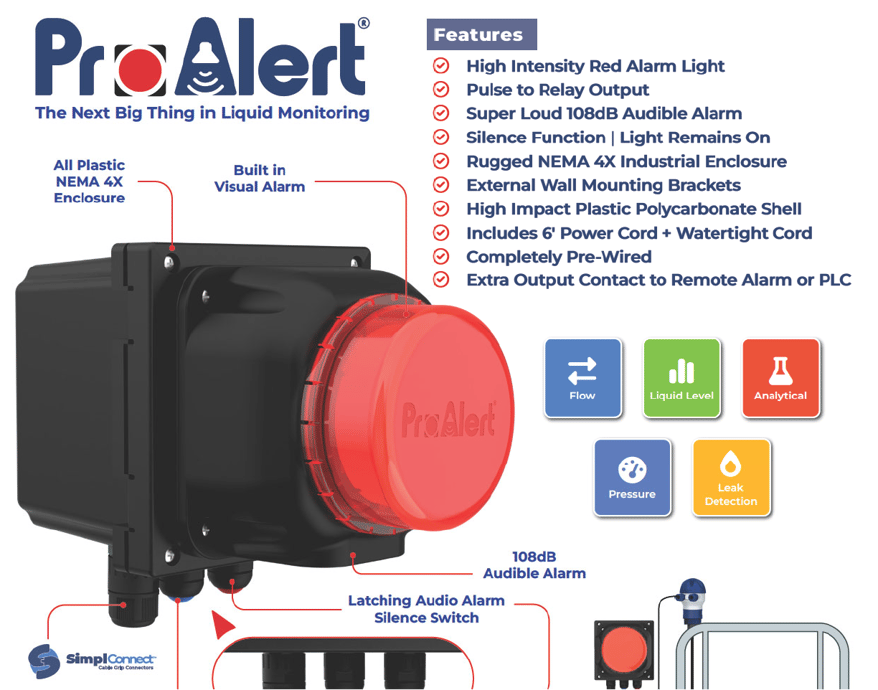
Introducing Poly Processing’s ProAlert 2 Visual Audible Sentry Alarm. The ProAlert 2 comes with an array of powerful features designed to provide the utmost protection and immediate response in the event of leaks or spills. Engineered with the latest technology and a variety of advanced features, this alarm is your ultimate safeguard against chemical tank leaks and potential hazards.
The centerpiece of this device is its High-Intensity Red Alarm Light, which serves as a prominent visual indicator of any detected chemical leaks. The light’s brilliance ensures immediate attention, even in the busiest of environments.
As a complement to the visual indicator, a Pulse to Relay Output feature seamlessly integrates with your existing systems, ensuring swift response and containment measures.
The ProAlert 2 Leak Alarm also provides a Super Loud 108dB Audible Alarm, guaranteeing that no potential danger goes unnoticed.

Key Features of Poly Processing’s Leak Detection System
Our liquid leak detection system provides several important operational benefits that help protect your people, property, and profitability.
Advanced Technology
Poly Processing’s system uses state-of-the-art technology to deliver precision and reliability in chemical leak detection. From ultrasonic sensors to electronic leak detection devices, our products are engineered to provide real-time monitoring and early warning alerts.
Customization
We understand that one size doesn’t fit all. That’s why we offer customizable solutions tailored to your specific requirements. Our team can help you find the solution that fits your needs best, so you can rest assured that you have the right detection system for your facility.
Compliance and Safety
Poly Processing has a steadfast commitment to regulatory compliance and safety standards above all else. Our leak detection systems offer peace of mind to industries that navigate stringent regulatory landscapes. By proactively identifying and mitigating leaks, these systems help safeguard both your assets and the environment.

Reliability
The ProAlert2 has a proven track record of reliability, so that you can confidently expect to minimize downtime and other operational disruptions.
Innovation
Poly Processing continuously pushes the boundaries of innovation, driving at the forefront of technological advancements. When you purchase a Poly liquid leak detection solution, you’re staying ahead of the curve.
ProAlert2 features include:
- High Intensity Red Alarm Light
- Pulse to Relay Output
- Super Loud 108dB Audible Alarm
- Silence Function | Light Remains On
- Rugged NEMA 4X Industrial Enclosure
- External Wall Mounting Brackets
- High Impact All Plastic Polycarbonate Shell
- Completely Pre-Wired
Applications:
- Low | High Level Alarm
- Leak Detection
- Bag | Filter Change Out
- Upset Condition Notification
- Flow | No Flow Sensors | Pump Protection
Poly Processing’s commitment to excellence, coupled with our innovative approach, positions us as your go-to partner for all your chemical storage needs, including leak detection systems. Leak detection systems are sold as part of the Poly Processing tank systems.
Discover more information on Poly Processing’s chemical leak detection system.

Posts By Topic

Tech Talk Podcast Episodes
Subscribe By Email
Recent Posts
- Flexible Connectors & Isolation Valves: Proper Installation
- Why ASTM D-1998 Still Matters: The Standard That Separates Serious Tank Manufacturers from the Rest
- Brine Storage Tank Solutions: Material and Manufacturing
- Understanding Pressure Limits in Polyethylene Chemical Storage Tanks
- Easy Level Monitoring with the Reverse Float Level Gauge
Tank Configurator

Find the recommended tank and system components for your chemical storage challenge.
Configure a Tank Package